

PID-калібрування хотенду на нагрівальної платформи
Завдяки цій статті ви дізнаєтесь як налаштувати PID-калібрування температури нагрівальної платформи та хотенду 3д-принтера. Причому не лише нашого виробництва, а й інших виробників.
Для початку давайте розберемось що таке PID-калібрування і для чого воно потрібне. Ось посилання на статтю у вікіпедії, у якій описано що це таке з точки зору фізики. Якщо ж говорити простіше, то PID калібрування - це регулятор, який використовує значення Kp, Ki, Kd для задання та підтримки певної температури. У нашому випадку це температури хотенду та нагрівальної платформи. Отже, дане калібрування необхідне для того щоб швидше прогрівався хотенд та нагрівальна платформа і не було різких стрибків температури.
Значення Kp, Ki, Kd - будуть різними навіть для двох абсолютно ідентичних 3д-принтерів. Саме тому неможливо задати якісь стандартні значення, які б однаково добре працювали усюди. Також параметри змінюються якщо ви змінюєте щось у конфігурації нагрівальної платформи/хотенду чи інших пов'язаних з ними систем. Навіть додавання силіконового чохла, чи тим більше обдуву деталі кардинально змінює параметри калібрування.
Ми проводимо PID калібрування для всіх 3д-принтерів, котрі продаємо - як для зібраних моделей, так і DIY - наборів. Але оскільки експлуатаційні умови у нас, і у вас можуть відрізнятися тому рекомендуємо вам уже на місці провести таке калібрування. Якщо у вас, звичайно, є можливість та бажання це зробити :)
У прошивці Marlin є всі засоби, котрі дозволяють провести PID калібрування.
У нашій версії прошивки вже активована можливість даного калібрування, тому вам потрібно виконати лише кілька простих дій:
зайти у Repetier-Host;
підключитись до 3д-принтера;
ввести g-code, котрий стартує калібрування;
дочекатися поки 3д-принтер проведе калібрування;
записати готові результати у EEPROM чи прошивку.
Для початку зайдіть у Repetier-Host і підключіться до 3д-принтера.
Калібрування хотенду
Для початку перемістіть екструдер в центр нагрівальної платформи, включіть обдув деталі (якщо він є), та одягніть на хотенд силіконовий чохол (або інший захист від потоку повітря, котрий виходить із обдуву деталі). Тобто потрібно привести хотенд до стану, максимально наближеного до робочого.
Калібровка проводиться на певній температурі. Рекомендовано проводити її на температурі, максимально наближеній до тієї, при якій Ви найчастіше друкуєте. Калібрування буде працювати і при інших температурах, але чим більшою буде різниця заданої температури від тієї, при якій проводилось калібрування - тим менш точним буде саме калібрування.
За PID калібрування відповідає G-code M303:
M303 E<hotend_num> S<temp> C<count>
Давайте розберемось, які у даної команди параметри:
E<hotend_num> - номер хотенду. E0 - екcтрудер 0, E-1 - нагрівальна платформа;
S<temp> - температура калібрування;
C<count> - кількість повторів. Чим більше, тим краще (але в межах розумного). Мінімальна к-сть 3. За замовчуванням 5. Ми рекомендуємо 5-7.
Якщо нам потрібно відкалібрувати хотенд при температурі 230 градусів Цельсія, і при цьому провести тест 7 разів, то команда виглядатиме ось так:
M303 E0 S230 C7
Можете її відкоригувати під свої вимоги. Тепер потрібно скопіювати команду, потім перейти у вкладку “Управление” Repetier-Host та ввести її у поле G-code (див зобр. 1).
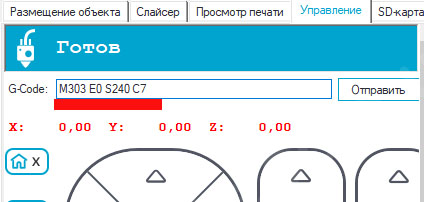
Зобр. 1 Калібрування температури хотенду
Натискаємо “Отправить” або просто Enter на клавіатурі. Якщо ви все зробили правильно, то у рядку стану має з'явитися відмітка що калібрування почалось (див. зобр 2)
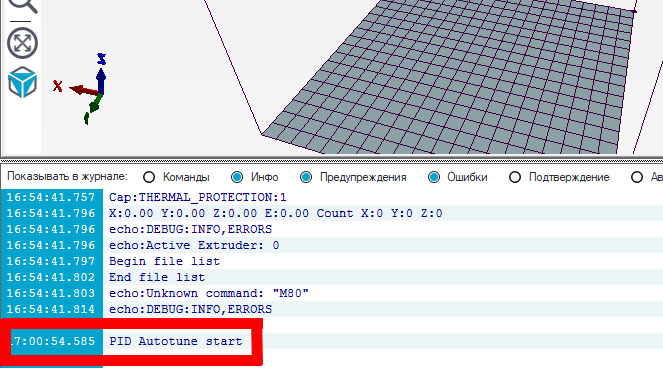
Зобр. 2 PID калібрування розпочато
Тепер залишилось дочекатись завершення калібрування. Результатом його завершення буде напис “PID Autotune finished! Put the last Kp, Ki and Kd constants from below into Configuration.h” (див. зобр. 3).
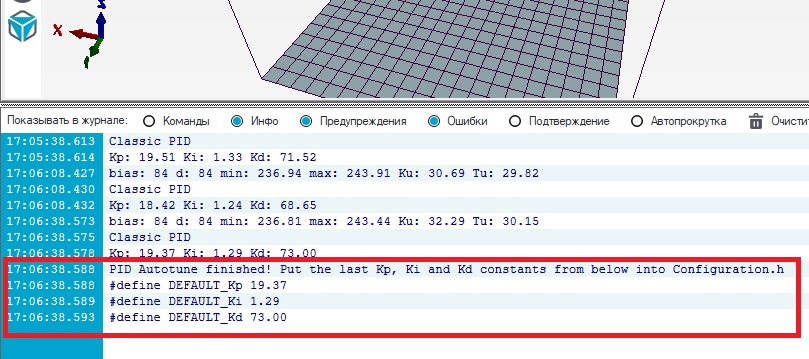
Зобр 3. Результати калібрування
На зображенні 3 також видно параметри калібрування, котрі нам необхідні - Kp, Ki, Kd. Тепер нам залишилось внести їх у память 3д-принтера. Це можна зробити 2 двома варіантами: через прошивку або EEPROM. Другий варіант (EEPROM) швидший і простіший, але має один серйозний недолік - під час виконання команди M502 будуть завантаженні дані з прошивки і потрібно буде ще раз вписувати правильні дані калібрування, тому краще відразу записати їх у прошивку. Обидва варіанти описані нижче.
Якщо Ви хочете внести дані у прошивку, то перейдіть у файл “Configuration.h” і знайдіть там рядки:
#define DEFAULT_Kp 22.25
#define DEFAULT_Ki 1.76
#define DEFAULT_Kd 70.19
Замість цифр, вказаних у прошивці введіть ті, що були виведені у Repetier-Host.
А для того, щоб внести дані у EEPROM потрібно у Repetier-Host перейти у меню Конфигурация->Конфигурация EEPROM і перед вами відкриється меню таке ж як і на фото 4.
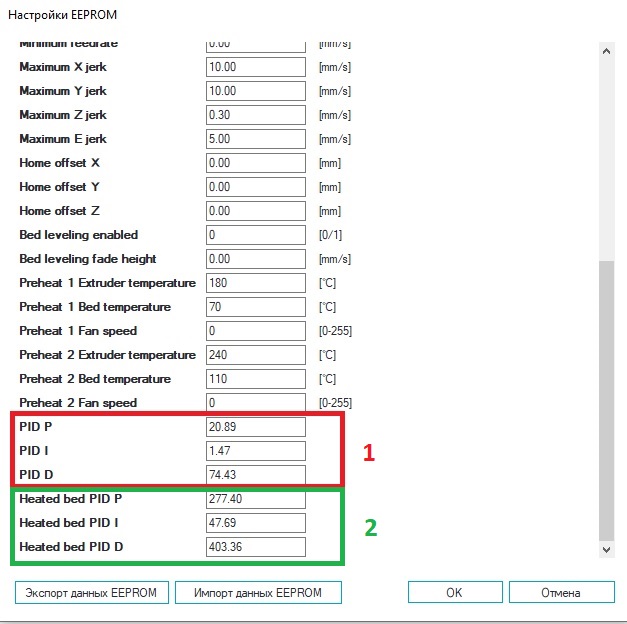
Зобр. 4. Конфігурація EEPROM
У поля виділені цифрою 1 необхідно внести отримані дані калібрування хотенду і натиснути “Ок”. Тепер Переходимо до калібрування нагрівальної платформи.
Калібрування нагрівальної платформи
Калібрування нагрівальної платформи виконується практично ідентично.
Ось команда для запуску калібрування:
M303 E-1 S80 C5
Після завершення калібрування необхідно також внести дані у прошивку або EEPROM.
В прошивці потрібно знайти поля:
#define DEFAULT_bedKp 270.25
#define DEFAULT_bedKi 27.72
#define DEFAULT_bedKd 658.64
Впишіть у них отримані значення калібрування, після чого перепрошийте 3д-принтер (як це зробити вказано ось тут).
Тоді як у EEPROM потрібно вписати отримані значення у поля виділені цифрою 2 на зображенні 4.
Після цього калібрування можна вважати завершеним.
Також рекомендуємо звернути увагу на статтю, в якій описано як включити програмну компенсацію кривизни нагрівальної платформи. Ну а якщо ви не знайшли у нас на сайті необхідну вам інформацію, то ось стаття в якій ви знайдете додаткові ресурси, на яких є багато інформації для любителів 3д-друку.
Пов'язані товари


Пов'язані статті
Підключення освітлення робочої зони 3д-принтера Prusa i3 Steel V2.0

Ця стаття допоможе тим хто вирішив встановити комплект освітлення на свій 3д-принтер Prusa i3 Steel ..
Збірка 3д-принтера Prusa i3 Steel V2.0 - Розділ 1. Збір каркасу

..
