

Експлуатація Prusa i3 Steel V2.0 - Частина 3. Калібрування нагрівальної платформи.
У попередній частині ми встановили Repetier-Host завдяки чому тепер ми можемо повноцінно відкалібрувати нагрівальну платформу. Для цього у Repetier-Host ввімкніть прогрів нагрівальної платформи (температури 90-100 градусів буде достатньо) та хотенду ( 220-240 градусів Цельсія).
Для швидшого прогріву нагрівальної платформи та більш стабільного підтримання нею температури рекомендуємо провести PID-калібрування. Воно не займе багато часу, а користь буде помітною. Про те, як провести PID-калібрування написано у даній статті.
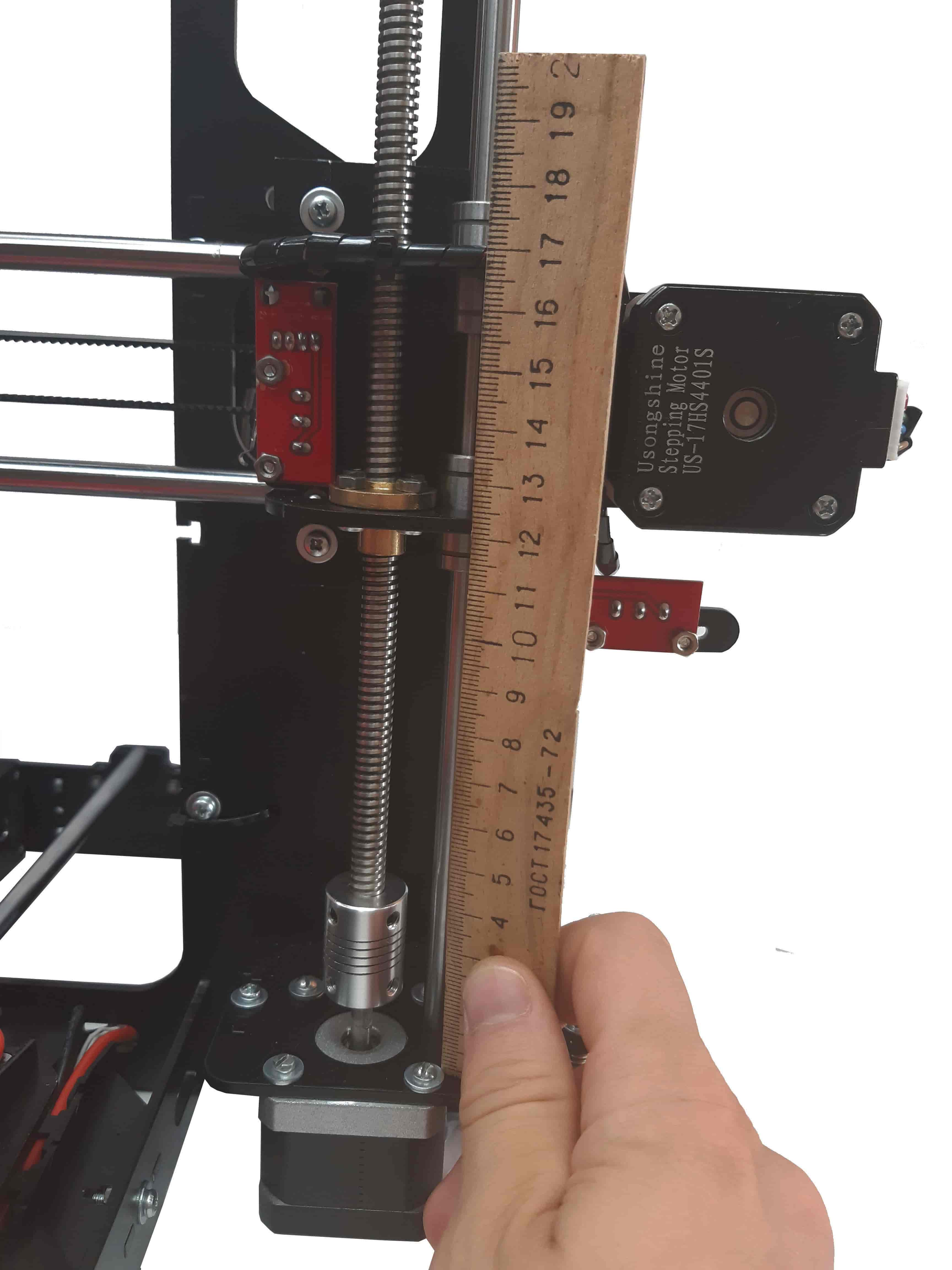
Поки платформа і хотенд буде прогріватися потрібно виставити ліву і праву каретки осі X на однакову відстань (див. фото. 1). Для цього скористайтесь лінійкою, рулеткою або штангенциркулем. За точку відрахунку можна взяти трапецевидну гайку.
Основна задача калібрування - максимально точно вирівняти нагрівальну платформу по відношенню до сопла екструдера. Якщо цього не зробити, то у певних місцях можуть бути “ямки” і там буде недостатня адгезія, а в інших навпаки - платформа буде занадто високо і пластику з сопла просто не буде куди витікати. А все це негативно впливатиме на якість друку.
Отже, ваша задача максимально рівно виставити нагрівальну платформу (по відношенню до сопла екструдера). Це потрібно робити, коли екструдер та нагрівальна платформа прогріті до робочих температур. Для калібрування можна використовувати різні матеріали та прилади. Найпростішим/найдешевшим варіантом є звичайний листок паперу А4. Для початку калібрування встановіть екструдер посередині платформи. Відстань між соплом екструдера та склом має бути такою, щоб між ними пролазив листок паперу А4.
Така ж відстань між соплом та склом має бути на всіх краях платформи. Регулювати відстані на кожному краю платформи потрібно за допомогою гайок, якими закріплені гвинти на цих краях.
Також для калібрування можете спробувати щупи, котрі використовуються для калібрування карбюраторів у авто (див. зобр. 2). Їх можна придбати у автомагазині.

Зобр. 2. Калібрувальні шупи
У наборі є щупи різних товщин, як правило від 0.05мм до 1мм. Калібрувати ними можна по тому ж принципу що і листком паперу.
Для більш точного калібрування можна використати мікрометр-індикатор годинникового типу (див. зобр. 3).

Зобр. 3. Мікрометр-індикатор годинникового типу
Мікрометр дозволить більш точно відкалібрувати нагрівальну платформу. Але він буде більш актуальним, коли Ви вже навчитесь друкувати та проектувати. Адже для того, щоб його зафіксувати на екструдері вам буде необхідно спроектувати та роздрукувати перехідник.
Оберіть чим вам буде краще калібрувати нагрівальну платформу і розпочинайте безпосереднє калібрування. Виберіть 8-10 точок в різних частинах нагрівальної платформи і перевірте чи всюди відстань між соплом та склом одинакова. Якщо ні, то підкорегуйте її, так щоб нагрівальна платформа була максимально рівною, адже чим ви рівніше ви її виставите, тим точніше буде друкувати принтер.
Зверніть увагу!! Дане калібрування дозволяє досить точно відкалібрувати нагрівальну платформу, але оскільки регулювання висоти відбувається лише у 4-ох точках то на 100% ідеально вирівняти всю платформу дуже важко. Для більшості випадків калібрування описаного вище хватить, а якщо вам буде потрібна вища точність - перейдіть за посиланням та прочитайте як увімкнути програмну компенсацію кривизни нагрівальної платформи (Mesh Bed Leveling).
Після того як нагрівальна платформа відкалібрована нам залишається тільки підлаштувати кінцевик осі Z. Для цього встановіть каретку екструдера так, щоб сопло було на середині нагрівальної платформи.
У інструкції по збірці ми вже встановили болт, котрий має замикати кінцевик (потрібно посунути і зафіксувати кінцевик у такому положенні, щоб при опусканні осі гвинт міг “натиснути” на кнопку кінцевика). Тепер же просто потрібно його підкрутити так, щоб він замикав контакт кінцевика у положенні, коли відстань між соплом та нагрівальною платформою рівна товщині аркушу А4 (або якщо у вас є щупи, показані на зображенні 3, то ви можете більш точно відкоректувати відстань використавши, наприклад щуп товщиною 0.1мм). Щоб швидше все налаштувати можна використати Repetier-Host. Перейдіть у вкладку “Управление” і натисніть на кнопку “Home Z”. Вісь почне переміщатись вниз і при замиканні кінцевика зупиниться. Спробуйте так зробити кілька разів підряд і перевірте чи відстань між склом і соплом корректна.
Після того як платформа відкалібрована і кінцевик осі Z підлаштований, можна протестувати роботу всіх інших механізмів 3д принтера. Для цього знову зайдіть у Repetier-Host та знайдіть там вкладку “Управление”. Завдяки її функціям протестуйте чи всі механізми 3д принтера працюють коректно.
Після цього можемо переходити до налаштування слайсера.
| Частина 2. Встановлення Repetier-Host | Частина 4. Налаштування Slic3r |
