

Эксплуатация Prusa i3 Steel V2.0 - Часть 3. Калибровка нагревательной платформы.
В предыдущей части мы установили Repetier-Host, благодаря чему теперь можем полноценно откалибровать нагревательную платформу. Для этого в Repetier-Host включите прогрев нагревательной платформы (температуры 90-100 градусов будет достаточно) и хотенда (220-240 градусов Цельсия).
Для быстрого прогрева нагревательной платформы и более стабильного поддержания температуры рекомендуем провести PID-калибровку. Оно не займет много времени, а польза будет заметной. О том, как провести PID-калибровки написано в этой нашей статье.
Пока платформа и хотенд будет прогреваться нужно выставить левую и правую каретки оси X на одинаковое расстояние (см. изобр. 1). Для этого воспользуйтесь линейкой, рулеткой или штангенциркулем. Точкой отсчета можно взять трапецеидальную гайку.
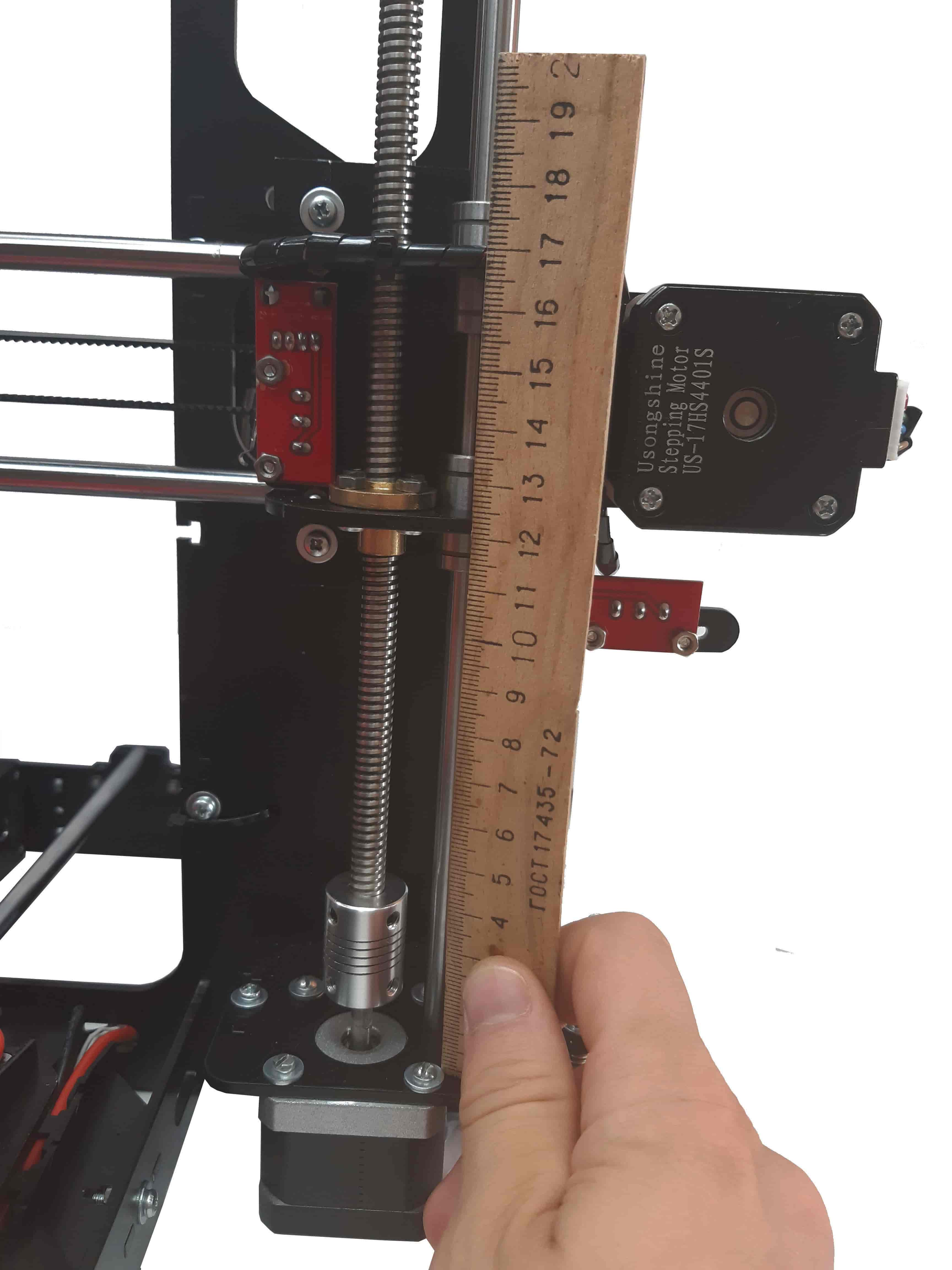
Изобр. 1. Выравнивание оси Z
Основная задача калибровки - максимально точно выровнять нагревательную платформу по отношению к соплу экструдера. Если этого не сделать, то в определенных местах могут быть "ямки" и там будет недостаточная адгезия, а в других наоборот - платформа будет слишком высоко и пластику из сопла просто некуда будет вытекать. А все это негативно повлияет на качество печати.
Итак, ваша задача максимально ровно выставить нагревательную платформу (по отношению к соплу экструдера). Это нужно делать, когда экструдер и нагревательная платформа прогретые до рабочих температур. Для калибровки можно использовать различные материалы и приборы. Самым простым/дешевым вариантом является обычный листок бумаги А4. Для начала калибровки установите экструдер посередине платформы. Расстояние между соплом экструдера и стеклом должна быть таким, чтобы между ними пролез листок бумаги А4.
Такое же расстояние между соплом и стеклом должно быть на всех краях платформы. Регулировать расстояния на каждом краю платформы нужно с помощью гаек, которыми закреплены винты на этих краях.
Также для калибровки можете попробовать щупы, которые используются для калибровки карбюраторов в авто (см. изобр. 2). Их можно приобрести в автомагазине.

Изобр. 2. Калибровочные шупы
В наборе есть щупы разных толщин, как правило от 0.05мм до 1 мм. Калибровать ними можно по тому же принципу что и листком бумаги.
Для более точной калибровки можно использовать микрометр-индикатор часового типа (см. изобр. 3).

Изобр. 3. Микрометр-индикатор часового типа
Микрометр позволит более точно откалибровать нагревательную платформу. Но он будет более актуальным, когда Вы уже научитесь печатать и проектировать. Ведь для того, чтобы его зафиксировать на экструдере вам необходимо спроектировать и распечатать переходник.
Выберите чем вам будет лучше калибровать нагревательную платформу и начинайте калибровку. Выберите 8-10 точек в разных частях нагревательной платформы и проверьте везде ли расстояние между соплом и стеклом одинаковое. Если нет, то подкорректируйте его, так чтобы нагревательная платформа была максимально ровной, ведь чем вы ровнее вы ее выставите, тем точнее будет печатать принтер.
Обратите внимание!! Данная калибровка позволяет достаточно точно откалибровать нагревательную платформу, но поскольку регулировка высоты происходит только в 4-х точках то на 100% идеально выровнять всю платформу очень трудно. Для большинства случаев калибровки описанной выше хватит, а если вам нужна более высокая точность - перейдите по ссылке и прочитайте как включить программную компенсацию кривизны нагревательной платформы (Mesh Bed Leveling).
После того как вы откалибровали нагревательную платформу остается только подстроить концевик оси Z. Для этого установите каретку экструдера так, чтобы сопло было в середине нагревательной платформы.
В инструкции по сборке мы уже установили болт, который должен замыкать концевик (нужно подвинуть и зафиксировать его в таком положении, чтобы при опускании оси винт мог "надавить" на кнопку концевика). Теперь же просто нужно его подкрутить так, чтобы он замыкал контакт концевика в положении, когда расстояние между соплом и нагревательной платформой равно толщине листа А4 (или если у вас есть щупы, показанные на изображении 2, то вы можете более точно скорректировать расстояние использовав, например щуп толщиной 0.1мм). Чтобы быстрее все настроить можно использовать Repetier-Host. Перейдите во вкладку "Управление" и нажмите на кнопку "Home Z". Ось начнет перемещаться вниз и при замыкании концевика остановится. Попробуйте так сделать несколько раз подряд и проверьте корректно ли расстояние между стеклом и соплом.
После того как платформа откалибрована и концевик оси Z подстроен, можно протестировать работу всех остальных механизмов 3д-принтера. Для этого снова зайдите в Repetier-Host и найдите там вкладку "Управление". Благодаря ее функциям протестируйте ли механизмы 3д-принтера работают корректно.
После этого можем переходить к настройке слайсера.
| Часть 2. Установка Repetier-Host | Часть 4. Настройка Slic3r |
